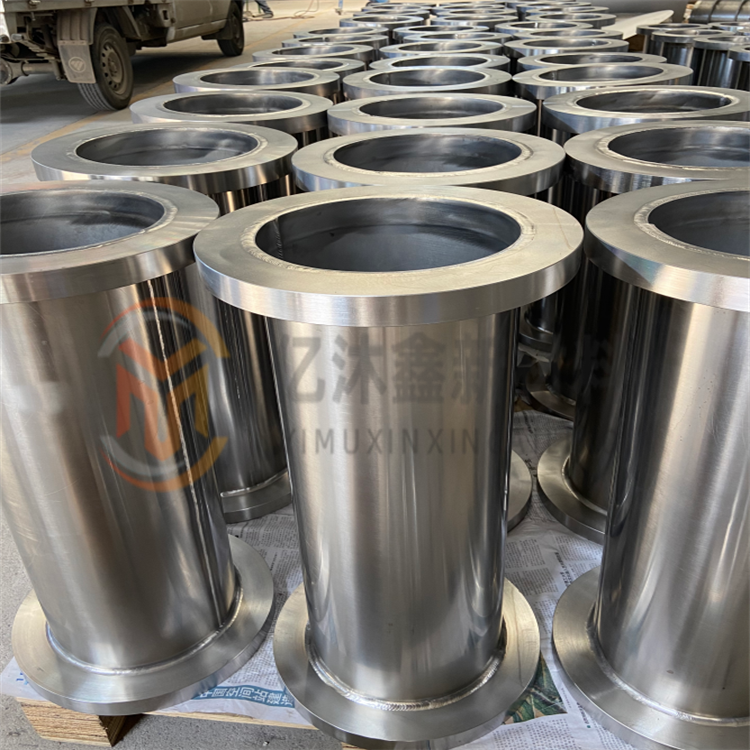

焊接鈦合金殼體的介紹:
焊接是鈦設備制造過程中的一項重要工藝,也是一門綜合性科學技術。焊接方法很多,要根據鈦設備或構件的設計構造和具體的應用條件來選擇適宜的焊接方法。
選擇焊接方法所遵循的原則是保證焊接接頭的質量、生產效幸高、操作簡便、成本較低等。其中保證焊縫質量應放在第一位。只充分認識到影響焊接質量的方方面面的因素,采取有效技術和措施避免不利于焊縫成形的種種因素,才能達到保證焊接接頭質量的目的。
焊接鈦合金殼體所用的氬弧焊:
鎢極氬弧焊弧光中的紫外線和紅外線容易灼份皮膚和刺份跟時,操作者桿前必須戴好頭單、手套,穿好工作服、工作鞋,沒有設膚裸露,焊帽上的濾光片采用中等深淺顏色。焊接過程中電孤作用下會產生一定量的臭氧和一氧化氮,這些氣體對人體健康都有不良的影響,所以要注意適當通風。
工業純鈦、TA7 TA15、TC4、TB10、TB2、 TB7 幾種鈦合金的焊接性能,它們分別代表 。型鐵合金、近α型鎖合金、(α+β)型鈦合金、近 β 型鈦合金、亞穩定 β型鈦合金和穩定 β型鈦合金,其焊接方法、工藝和焊接性能可供同類鈦合金參考。
氬弧焊主要有如下優點:
1、氬氣保護可隔絕空氣中氧氣、氮氣、氫氣等對電弧和熔池產生的不良影響,減少合金元素的燒損,以得到致密、無飛濺、質量高的焊接接頭;
2、氬弧焊的電弧燃燒穩定,熱量集中,弧柱溫度高,焊接生產效率高,熱影響區窄,所焊的焊件應力、變形、裂紋傾向小;
3、氬弧焊為明弧施焊,操作、觀察方便;
4、電極損耗小,弧長容易保持,焊接時無熔劑、涂藥層,所以容易實現機械化和自動化;
5、氬弧焊幾乎能焊接所有金屬,特別是一些難熔金屬、易氧化金屬,如鎂、鈦、鉬、鋯、鋁等及其合金;
6、不受焊件位置限制,可進行全位置焊接。
氬弧焊主要有如下缺點:
1、氬弧焊因為熱影響區域大,工件在修補后常常會造成變形、硬度過高、砂眼、局部退火、開裂、針孔、磨損、劃傷、咬邊、或者是結合力不夠及內應力損傷等缺點。尤其在精密鑄造件細小缺陷的修補過程在表面突出。在精密鑄件缺陷的修補領域可以使用冷焊機來替代氬弧焊,由于冷焊機放熱量小,較好的克服了氬弧焊的缺點,彌補了精密鑄件的修復難題。
2、氬弧焊與焊條電弧焊相比對人身體的傷害程度要高一些,氬弧焊的電流密度大,發出的光比較強烈,它的電弧產生的紫外線輻射,約為普通焊條電弧焊的5~30倍,紅外線約為焊條電弧焊的1~1.5倍,在焊接時產生的臭氧含量較高,因此,盡量選擇空氣流通較好的地方施工,不然對身體有很大的傷害。
3、對于低熔點和易蒸發的金屬(如鉛、錫。鋅),焊接較困難。
本公司產品分類:鈦棒、鈦管、鈦板、鈦陽極、鈦箔鈦帶、鈦法蘭、鈦絲、鈦靶材、鈦設備、鈦餅鈦環、鈦標準件、鈦加工件
 售前咨詢專員
售前咨詢專員
