TC4錐筒

TC4錐筒
1. 產品材質
TC4
2. 產品工藝
軋制、裁剪(切割)、卷壓、焊接、探傷、硼砂
3. TC4錐筒的介紹
tc4鈦合金由于其具有比強度高、600℃下強度較高等諸多特點,被廣泛應用于航空航天領域。tc4鈦合金錐桶形多層結構多用于飛行器整流罩后端的迎風面,其基本結構有三層或四層,多采用機加工配合鉚接、焊接方式連接,構建整體性差,或采用實心結構,此類構件重量較大,難以滿足航空航天領域對減重的要求。
4.制造tc4鈦合金錐桶形多層結構的方法實現的步驟包括:
步驟一:選取合適厚度的板料,其中內、外面板厚度略厚于芯板。
步驟二:根據錐桶尺寸計算展開坯料尺寸,并預留上、下氣道以及切割部分的尺寸余量。
步驟三:對板料進行輥彎,使之能夠彎曲成一個錐桶,并對接縫處進行焊前清理,具體方法為采用砂紙打磨接縫處,單側清理寬度應超過50mm。
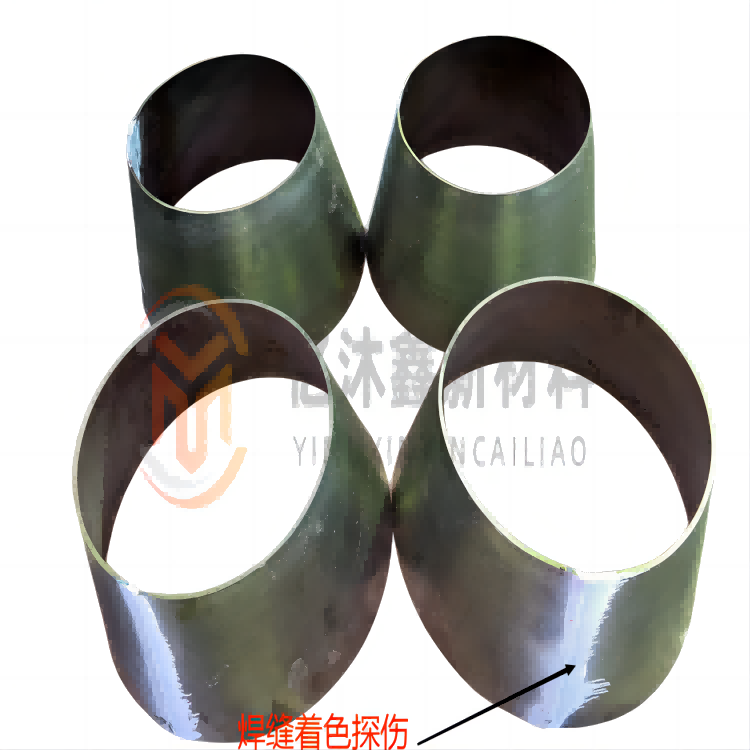
步驟四:對錐桶接縫處進行拼焊,對錐桶矯形成標準的圓錐筒,并采用滲透法進行焊縫泄露檢測。
步驟五:對所有錐桶進行清洗,采用堿洗+酸洗的方法清洗板料表面的污物、油漬等,具體的堿洗液為nahco3溶液,堿洗時間為10min,酸洗采用hf酸+hno3酸+水配成的溶液,酸洗時間為10min,然后采用99.9%的丙酮溶液清洗板料5min。
步驟六:按照預定方案在芯板表面涂覆阻焊劑,阻焊劑的涂覆位置根據超塑成形氣脹工藝具體確定。
步驟七:將芯板組裝在一起,對上下錐桶口進行氬弧焊封焊,并預留氣管口,之后將內外面板和芯板組裝在一起,對上下錐桶口進行氬弧焊封邊焊,在預設位置焊接氣管。
步驟八:將錐桶焊袋裝入模具中,連接氣管,整體放入加熱爐內。
步驟九:對氣室內部抽真空,然后通入一定量的氬氣。
步驟十:加熱至850~870℃之間,保溫20min,將氬氣從氣管內通入,令其以0.05mpa/min對面板氣室進行持續升壓,直至面板氣室壓力達到一定壓力,保溫保壓10min,繼續對氣室內通入氬氣,直至面板氣室壓力達到一定壓力,保溫保壓5min。然后將面板氣室降壓至常壓。
步驟十一:加熱至900℃~950℃,保溫10min,將氬氣從氣管內通入,令其以0.05mpa/min對芯板氣室進行持續升壓,直至芯板氣室壓力達到一定壓力,保溫保壓10min,繼續對氣室內通入氬氣,直至芯板氣室壓力達到一定壓力,保溫保壓5min。然后將芯板氣室降壓至常壓。
步驟十二:在一定溫度下將工件取出,冷卻至室溫。
產品展示




本公司產品分類:鈦棒、鈦管、鈦板、鈦陽極、鈦箔鈦帶、鈦法蘭、鈦絲、鈦靶材、鈦設備、鈦餅鈦環、鈦標準件、鈦加工件
 售前咨詢專員
售前咨詢專員
